What Is Meant By Shell Moulding? Process Of Shell Moulding


What is shell mould casting?
Shell moulding is a variation of sand casting in which a relatively thin mould is made around heated metallic patterns. The shells are firm, so it is easy to handle them. Shell moulding has many advantages over green sand moulding. It can be produced by hand or automatic machine more quickly and cheaply than green sand mould. This improved process of sand casting is capable of giving good surface finish, dimensional accuracy and tolerance. The highly precise casting may not require further processing. This method is used for making cylinder heads, gear housing, engine block etc.
The various process included in Shell moulding are described below
What are the steps in shell moulding process?
Pattern creation
In shell moulding, metal patterns are used and reused for producing multiple moulds. The two-Piece metal pattern of the desired shape is made of cast iron or steel. The metallic pattern is often incorporated with gate and runner system as it can't be provided after moulding. Its surface is carefully polished to obtain a good surface finish. Sometimes aluminium is used for low volume production, and graphite is used as pattern material for reactive material.
Mould mixture
In shell moulding, resin-bonded sand is used to make the mould as well as the core. The moulding material consists of dry and fine silica sand with 3-8% thermosetting resin which hardens on heating. The resin also assists in the forming of a smooth surface. It also has a very low clay content. The moulding mixture is prepared by conventional dry mixing or using special resin-coated sand.
Mould creation
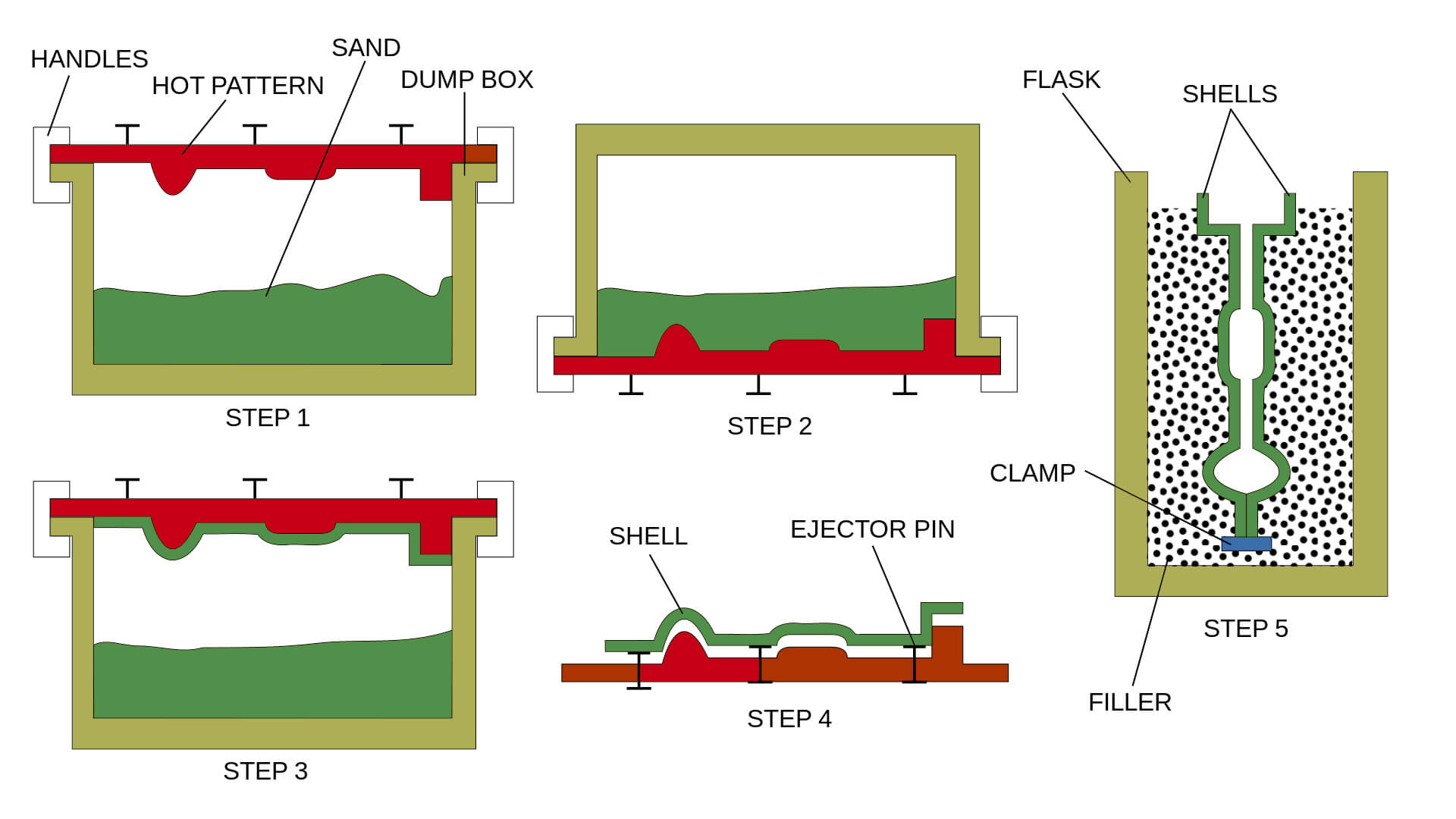
The shell is made in two halves. The first pattern half is preheated to about 170-375°C. Then it is sprayed with lubricant to facilitate easy removal. The heated pattern is then clamped in the dump box. The dump box contains a mould mixture. When the dump box is inverted, the mixture falls over the pattern and coats the pattern. In other methods, the sand mixture is blown into the preheated pattern. Within 30 seconds (dwell time), the pattern partially cures the mixture and forms a solidified shell of 5 to 10 mm thickness adjacent to the pattern. The thickness of mould is controlled by dwell time. The rest of the sand is cleaned off. This pattern with shell mould is then cured in completion in the oven. The second half is also made by a similar way. If silicate binder is used, it can be cured by carbon dioxide.
Mould assembly
The hardened shell mould is then ejected from pattern by means of ejector pins mounted on the pattern. Each pattern half is then joined together to make a complete mould cavity. Two shell halves are joined together with clamping, bolting, or adhesive resin paste. If cores are required, it is placed before assembling the mould. The finished mould can be used immediately, or it can be stored almost indefinitely.
Shell mould casting
Casting in moulding consists of pouring, cooling and removal of the cast. There will be considerable internal hydrostatic pressure on pouring of metal. So the prepared shell mould is placed into the pouring jacket and properly reinforced by the backing material. The molten metal is then rapidly poured into the shell gating system until the mould cavity is full. The heat of molten metal burns the resin binder. After the mould is filled, the molten metal is allowed to cool and solidifies it to the final shape of the casting. By the time metal solidifies, the resin binder is completely burned away, leaving loose sand around the casting. After the molten metal is cooled, the casting and core can be easily removed by broking the mould. The sand-resin mix can be recycled by completely burning off the resin.
🔗Applications, Advantages and Disadvantages of Shell Moulding